

Methodik zur Bewertung eines Widerstandspunktschweißprozesses auf Grundlage der Elektrodenbewegung (AiF/IGF Nr. 20.841 BR)
Projektleiter:
Projektbearbeiter:
M.Sc. Moritz Ullrich
Finanzierung:
BMWi/AIF;
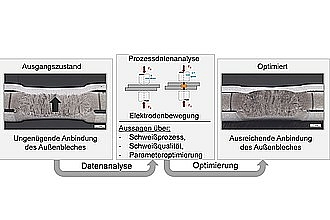
Das Widerstandspunktschweißen (WPS) ist eines der dominierenden Schweißverfahren in der automobilen Massenproduktion. Wird exemplarisch ein modernes Fahrzeug betrachtet, so sind durchschnittlich 2000 - 5000 Schweißpunkte vorhanden, bei denen Bleche aus unterschiedlichen Güten, Beschichtungen und Dicken gefügt werden. Hieraus ergeben sich stets neue Herausforderungen an das Widerstandspunktschweißen, wie beispielsweise dem Fügen von asymmetrischen Mehrblechverbindungen aus unterschiedlichen Fahrzeugkomponenten. Im Vergleich zu Zweiblechverbindungen kann es bei Mehrblechverbindungen zu einer vertikalen Verschiebung der Schweißlinse kommen, die mit einer ungenügenden Anbindung des dünnen Ausbleches einhergeht. Um dieser Problematik entgegenzuwirken, kann der Prozess des Widerstandspunktschweißens direkt durch die gewählten Schweißparameter, d. h. Schweißstrom, Schweißzeit und Elektrodenkraft beeinflusst werden. Aus diesem Grunde ist es von großer Bedeutung diese Parameter gezielt auf die jeweiligen Werkstoffe und deren Beschichtungen abzustimmen, um somit eine Steigerung der Prozessstabilität zu erzielen. Im Allgemeinen erfolgt die Prozessparametrisierung mithilfe von Schweißbereichsdiagrammen, dessen Parameterfindung primär auf der Erfahrung des Anwenders basiert und mit einem hohen Versuchsumfang einhergeht. Aufgrund der steigenden Ansprüche an Wirtschaftlichkeit und Qualität wird eine effiziente Methode zur Bewertung und Optimierung der vorgenommenen Parameteranpassungen in Sinne der Industrie 4.0 benötigt.
Das Ziel des Projektes liegt in der Vernetzung der aufgezeichneten Prozessdaten mit der erzielten Schweißqualität. Zu diesem Zweck werden aus den aufgezeichneten Prozessgrößen signifikante Kennwerte abgeleitet, die eine systematische Optimierung und Beurteilung der Schweißparameter ermöglichen und somit den Versuchsumfang signifikant verringern. Insbesondere die Prozessgröße der "Elektrodenbewegung" wird verwendet, um den Widerstandsprozess zu interpretieren und zu bewerten. Infolgedessen soll eine effektive Prozessoptimierung entwickelt werden, die erhebliche Einsparungen in der Einrichtung von Prozessen sowie der serienbegleitenden Prüfung ermöglicht. Voraussetzung dazu ist das Verständnis zur Auswertung und Nutzung dieser bisher nicht betrachteten Prozessgröße der Elektrodenbewegung. Im Forschungsprojekt soll die Erprobung von Sensorsystemen, die Bereitstellung einer effektiven Methode zur Analyse von Prozessverläufen sowie die Bewertung von vorgenommenen Parameteranpassungen unabhängig von der genutzten Anlagentechnik ermöglicht werden. Abschließend soll ein Auswertewerkzeug bereitgestellt werden, mit der die Analyse und Bewertung der Prozessdaten erfolgen kann.
Das Ziel des Projektes liegt in der Vernetzung der aufgezeichneten Prozessdaten mit der erzielten Schweißqualität. Zu diesem Zweck werden aus den aufgezeichneten Prozessgrößen signifikante Kennwerte abgeleitet, die eine systematische Optimierung und Beurteilung der Schweißparameter ermöglichen und somit den Versuchsumfang signifikant verringern. Insbesondere die Prozessgröße der "Elektrodenbewegung" wird verwendet, um den Widerstandsprozess zu interpretieren und zu bewerten. Infolgedessen soll eine effektive Prozessoptimierung entwickelt werden, die erhebliche Einsparungen in der Einrichtung von Prozessen sowie der serienbegleitenden Prüfung ermöglicht. Voraussetzung dazu ist das Verständnis zur Auswertung und Nutzung dieser bisher nicht betrachteten Prozessgröße der Elektrodenbewegung. Im Forschungsprojekt soll die Erprobung von Sensorsystemen, die Bereitstellung einer effektiven Methode zur Analyse von Prozessverläufen sowie die Bewertung von vorgenommenen Parameteranpassungen unabhängig von der genutzten Anlagentechnik ermöglicht werden. Abschließend soll ein Auswertewerkzeug bereitgestellt werden, mit der die Analyse und Bewertung der Prozessdaten erfolgen kann.
Publikationen
Die Daten werden geladen ...
Die Daten werden geladen ...
Kontakt

Prof. Dr.-Ing. Sven Jüttner
Otto-von-Guericke-Universität Magdeburg
Institut für Werkstoff- und Fügetechnik
Universitätsplatz 2
39106
Magdeburg
Tel.:+49 391 6758613
weitere Projekte
Die Daten werden geladen ...